化工生产过程中产生的废气成分复杂、毒性高、异味重,是工业污染的主要来源之一。为保障环境安全和人体健康,必须对化工废气进行有效处理。本文将系统介绍化工废气处理的主要原则、关键设备,并结合典型工艺案例进行解析。
一、化工废气处理核心原则
- 源头控制:通过改进生产工艺、使用清洁原料、优化操作条件等方式,从生产源头减少或避免废气的产生。
- 分类收集:根据废气的性质(如浓度、温度、毒性、腐蚀性)、组分和排放规律进行分类收集,避免不同性质的废气混合后增加处理难度或引发安全问题。
- 分级净化:针对废气的不同污染物(如颗粒物、挥发性有机物VOCs、酸性气体、恶臭物质等),采用多种技术组合,进行多级、逐层净化,确保达标排放。
- 资源化与减量化:在可能的情况下,优先考虑回收废气中的有价值组分(如溶剂、热量),实现资源循环利用,并尽量减少最终处理量和能耗。
- 安全可靠:处理系统设计需充分考虑化工废气的易燃、易爆、腐蚀、有毒等特性,确保处理过程及设备运行的安全性与稳定性。
二、主要废气处理设备与技术
- 预处理设备:
- 除尘设备:如袋式除尘器、电除尘器、旋风分离器,用于去除废气中的颗粒物。
- 冷却/冷凝设备:如冷凝器,用于降低废气温度,回收高沸点VOCs或为后续处理创造适宜条件。
- 洗涤塔(喷淋塔):利用吸收液去除酸性气体(如SO₂、HCl)或部分可溶性有机物。
- 核心净化设备:
- 吸附装置:常用活性炭吸附塔、沸石转轮等,对低浓度VOCs进行高效吸附浓缩。吸附饱和后的吸附剂可通过热脱附再生。
- 热力焚烧装置(TO/RTO):直接焚烧(TO)或蓄热式焚烧(RTO),适用于处理中高浓度、可燃烧的有机废气,通过高温氧化分解为CO₂和H₂O,RTO能高效回收热量。
- 催化燃烧装置(CO/RCO):在催化剂作用下,有机废气在较低温度下燃烧分解。蓄热式催化燃烧(RCO)结合了RTO的热回收优势。
- 生物处理设备:如生物滤池、生物滴滤塔,利用微生物降解低浓度、易生物降解的有机废气及恶臭物质,运行成本低。
- 高级氧化设备:如光催化、等离子体,适用于处理难降解的微量有毒有机物。
- 辅助与后处理设备:包括风机、管道、排气筒以及用于监测排放浓度的在线监测系统(CEMS)。
三、典型工艺案例介绍:某精细化工企业VOCs废气处理
- 废气概况:该企业生产过程中产生多股废气,主要污染物为苯系物、酯类、酮类等混合VOCs,浓度波动大(500-3000 mg/m³),并含有少量酸性气体和颗粒物。
- 处理原则与工艺路线:遵循“分类收集、分级净化、资源回收”原则,设计“预处理+浓缩+销毁”的组合工艺。
3. 具体工艺流程:
a. 分类收集与预处理:
- 将高浓度工艺排气与低浓度车间通风废气分开收集。
- 高浓度气先经冷凝回收部分液态溶剂。
- 所有废气汇总后进入碱洗喷淋塔,去除酸性气体。
- 随后通过干式过滤器,去除可能夹带的液滴和残余颗粒物。
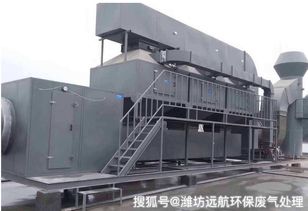
b. 浓缩阶段:预处理后的废气进入沸石转轮吸附浓缩系统。大风量、低浓度的废气通过转轮的吸附区,VOCs被吸附,净化后的气体达标排放。吸附饱和的转轮区域旋转至脱附区,用小风量热风进行脱附,获得高浓度、小风量的脱附废气。
c. 销毁阶段:高浓度的脱附废气送入蓄热式催化燃烧装置(RCO)进行彻底氧化分解。在催化剂作用下,VOCs在300-350℃的较低温度下转化为CO₂和H₂O,反应热被蓄热体高效回收,用于预热进气,大大降低了系统燃料消耗。
d. 排放与监控:最终净化后的气体经排气筒高空排放,并安装VOCs在线监测仪,实时监控排放浓度。
- 工艺优势:
- 沸石转轮适应大风量、低浓度工况,大幅缩小后续销毁装置规模,节能显著。
- RCO处理效率高(>98%),能耗低,安全可靠。
- 实现了废气的减量化和污染物的彻底分解,符合最严格的环保标准。
****
化工废气处理是一项系统工程,不存在“一刀切”的方案。必须紧密结合具体的生产原料、工艺、废气特性及当地排放标准,以核心处理原则为指导,合理选择和组合各类处理设备与技术,才能构建出高效、经济、安全、稳定的废气处理体系,实现环境效益与经济效益的统一。